|
The Rockbridge Bloomery –
Reports Smelting Enriched Jonathan Thornton, Skip Williams and Aaron Shugar
Introduction:
During the 3rd
International Symposium on Early Iron, held at
The furnace was constructed
from a sandy, iron-rich clay (loam) mixed with straw. This can be thought of
as a low-firing ceramic body. The role of sand and other inorganic “tempers”
in such a body, whether it is used for pots, tiles, or furnaces, is to
decrease shrinkage by reducing the ratio of the highly shrink-prone clay as compared
to other non-shrinking components. Grog (pre-fired ceramic) has also been
used in the composition of furnace material (Crew and Charlton 2005), and for
the same reason. The role of the straw is to increase the strength in
un-fired material by binding it together internally, and to provide vent
ducts for the escape of steam and other gases as the material converts into
ceramic. It may also play a role in stopping the propagation of incipient
cracks. This has been a common strategy in low-firing ceramics.
Examples of the material from the destruction of similar furnaces at
The site chosen for the furnace was near a previous furnace that was mostly demolished. The remains of this furnace formed a small mound, into which the circular shape of the new furnace was marked out and excavated into the slope to a depth of only a few centimeters at the front where the tap arch would be located. The bottom of the hearth was roughly leveled and compacted.
The furnace material were prepared by treading the damp loam and additional water with the chopped straw (using bare feet), until it had a firm, plastic consistency. This material was formed into ovoid “bricks” of about the size and shape of small loaves of bread. These were then used to build up the superstructure of the furnace. The areas opposite the tap- arch that were excavated into the mound were lined with fragments of fired pots so that the wet ground would be better insulated from the furnace.
The interior space of the furnace was reserved and determined by a bundle of reeds that the museum had available for thatching purposes. Owing to the natural taper of individual reeds, the bundle also tapered when the bundle was set upright on the cut ends. This provided an advantageous inward taper to the smelting chamber. Reed impressions have been noted before in archaeological investigations of furnaces (Crew and Charlton 2005). It had been supposed by these authors that the reeds had been burned out prior to heating the furnaces. We may have tried this also had the museum not wanted them returned. As it turned out, the reeds were easy to pull out once the furnace had become somewhat firm. This was done by pulling the center reeds out first, and working to the outside. Once a furnace has been fired, it is difficult to tell whether reeds were removed intact or by fire, except perhaps by smearing of the impressions.
Although the interior space
was reserved by the reeds, the exterior of the wet furnace material did not
support itself well as the furnace gained in height. It appeared to exhibit
the property known as thixotropy- that is that it
flowed under applied force (such as patting and kneading). Some
Cracks did develop however- in particular, two large vertical cracks opposite each other- one on the tap side, and one on the back. This was alarming enough during the first smelt, that an iron hoop was quickly fashioned and forced down over the furnace exterior to prevent collapse. These large cracks were patched after the first smelt and never opened up again. The interior of the furnace remained essentially intact except around the tuyere area, which spalled and thinned further. This was not repaired as it seemed to be what the furnace “wanted to do,” in confirmation of the reasoning behind thinning this area at the outset.
Before use, the furnace was dried and pre-heated by building a wood fire in the interior and burning it for a few hours. During this process, the entire furnace began to steam as water was driven off by the internal heat.
The ore that was available to the Endhoven participants was a bog ore from North Western Germany. Previous analysis carried out by Dr. Arne Espelund indicated that most samples were of relatively low iron content, and high in phosphorus. Based on the quantity of iron that would necessarily be reacted with the silicates and end up as slag, it was his prediction that this ore should not produce much if any iron, despite previously reported success.
As a means of enriching this bog ore, Skip Williams requested a supply of hammer-scale (magnetite). This was supplied by the museum. During the two successful smelts, the hammer scale was mixed with and charged with the roasted bog-ore in a ratio of 50/50 by weight to simulate an ore of approximately 80% FeO content. Whether or not such “enriching” materials would have been available historically, or whether they even needed to be, is open to conjecture. It does seem likely that all high-iron content waste from bloom consolidation and smithing would have been recycled into a furnace, as perhaps also would magnetic slag. Since most blooms would have been smithed into useable bar iron on the site of the bloomery, the waste from smithing would have been available to early smelters. The loss of weight from the bloom to bar iron has been reported as high as three quarters of the original bloom, to as low as twelve percent (Craddock 1995). In our experimental smelts, the spongy reduced iron towards the outer portion of the bloom was knocked off with a small hand hammer before consolidation of the remaining, densely metallic bloom. This material too, could have been easily recycled. Also, the bog ore supplied to us was not sorted according to density and apparent quality, but seemed variable enough that careful selection might also have increased the iron content.
Fuel:
In common with all
participants, the charcoal supplied was a hardwood charcoal produced using
traditional methods in
Draft:
Participants in the symposium used a variety of blowing apparatus, both mechanical and human-powered. We used an electric blower fan, reasoning that a blast is a blast, and having no available slaves (or bellows for that matter). The air was forced through a T-shaped piece of pipe so that the interior of the furnace could be observed through a glass port in line with the tuyere. This arrangement also allowed us to reach through the tuyere with a rod and clear slag drips from the interior end when it seemed on the way to becoming clogged.
Tuyere:
In his previous smelts, Skip Williams has used a tuyere that projects somewhat into the interior of the furnace. He brought to the symposium a copper tuyere forged from a heavy piece of copper plate with the intention of using this during the experiments. This was used during the first smelt with success. The use of a copper tuyere dictates that the blast must remain running during an unclogging operation, or the end will quickly melt off. For this and other reasons, we decided to fabricate a ceramic tuyere that could better withstand smelting temperatures. Dry, white-firing primary-type clay was used for this, mixed approximately 50/50 with sand, and kneaded to a plastic “potting” consistency with water. I started fabrication by penetrating both thumbs into the center of a ball of clay, then pinching out a tube of clay with my thumbs still inserted- essentially creating a double “pinch pot.” I then inserted a straight willow stick approximately the width of my thumbs, and increased the length of the tuyere by working it out along the stick. I placed this over the opening of the furnace that was still hot from the first smelt and allowed it to become firm. Once it had done so, I tapped the projecting end of the stick on a hard surface so that the tuyere would slide down and off. I made two such refractory ceramic tuyeres during the experiments. The first of these was pre-fired, but proved to be too short (particularly after it was accidentally stepped on during the frenzy attending the extraction of the first bloom). It was quickly replaced with a longer one that was installed without pre-firing. This second tuyere survived subsequent smelts essentially intact, with only slight vitrification and slag erosion at the tip.
The tuyere was inserted at an angle of approximately 20-25 degrees above the horizontal, an angle arrived at by folding a piece of paper diagonally (45 degrees) folding it diagonally again, and comparing the slope as the tuyere was sealed into the hole created for it using soft loam. The end of the tuyere projected into the interior of the furnace roughly as far as the original interior of the furnace before it was thinned in that location. This ensured that the blast would penetrate into the interior of the furnace, but that the tuyere would not be crushed or clogged by the constantly settling charge. The blower pipe was inserted into the flared end of the tuyere, and also sealed with loam.
Smelting:
The bottom of the furnace was filled with charcoal fines to a depth that was just a few centimeters below the tuyere opening. The fines would essentially provide an insulating support for the slag and bloom. This bed would also be easy to excavate during bloom extraction.
Hot coals were added, and the charcoal fire started. Once it was burning well, the blast was turned on, and the furnace filled with charcoal. With the furnace full of incandescent charcoal, the charging was begun. The intent was to keep the furnace full of burning charcoal and ore so that immediately after fresh charging, it was slightly mounded above the top of the furnace. The ore was charged in back of an imaginary line bisecting the circular top, and opposite the tuyere. In Skip Williams’s experience, this allowed the ore to settle towards the tuyere as it tends to do, but not so far as to block it with the bloom. The intent is the produce a bloom in the center of the furnace. Charging with charcoal and ore was repeated when the charge had sunk enough to accept a fresh charge. In general, the furnace was charged with equal weights of ore and charcoal at each charging, though the fuel-to-ore ratio was increased a few times when, according to the experience of Skip Williams, the furnace appeared to be burning too slowly. During most of the smelt, the furnace was charged every fifteen minutes. The smelt was continued until the starting quantities of ore had been exhausted, though further charges of charcoal were burned after that, and before bloom extraction.
The blower was turned off, and
a rod was driven through the top of the tap arch until the pockets of slag
were found. This drained off into a previously prepared depression that had
been lined with a layer of charcoal fines. The slag was fully molten and
fluid, running out into quickly cooling blocks that were removed with a
shovel. This slag proved to be weakly magnetic, probably owing to the inclusion
of particles of reduced iron and/or magnetite. When the slag had been
depleted, the tap arch was gradually enlarged with a shovel and the location
of the supposed bloom was undermined to create a cavity that it could drop
into. During this process, incandescent charcoal poured down around the sides
of the bloom, and was also shoveled out. Finally, with the assistance
of a large wooden pole that was banged down on the top of the bloom from
above, the bloom dropped into the undercut cavity and was extracted through
the tap arch. The first smelt produced a solid bloom that was immediately cut
into two pieces with an axe and sledge. The second and larger bloom was
consolidated intact: First the spongy iron and slag was knocked off the
exterior surfaces with a hand hammer, and then the solid lump was
hammer-consolidated on a stump using heavy sledges (triple striking at one
point).
Furnace repair:
Before each smelt the tap arch was rebuilt with loam “bricks” and sealed to prevent gas leaks from occurring. No other repairs were made to the lining of the furnace.
Product:
Of the four smelts, two
produced successful blooms. Both used bog ore enriched with magnetite. These
blooms were roughly lens shaped (plano-convex),
with the more convex surface oriented downwards in the furnace. It was this
convex surface which was less densely metallic, including more slag, imbedded
charcoal, and casts of charcoal pieces that had burned to ash. The flatter
and uppermost surface was densely metallic by comparison. The first bloom
weighed seven kilos and was cut into two major pieces. The second bloom was
sectioned through after I returned to
Analysis:
Metallographic
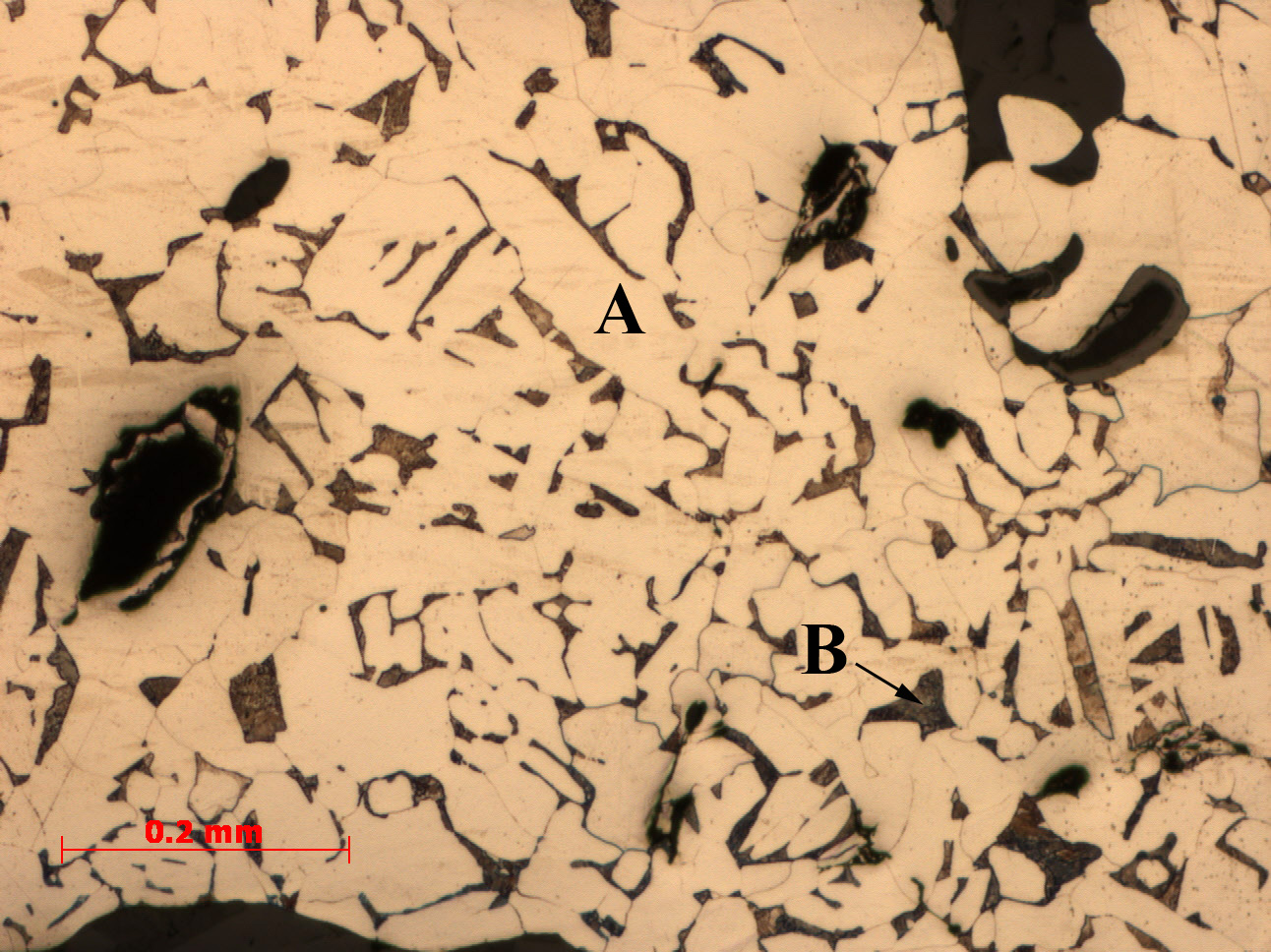
Two areas of the bloom were identified as wrought iron and steel respectively based on spark testing using a grinding wheel. Small sections were cut from these areas of the bloom, mounted in epoxy resin, and ground and polished to 1μm with diamond paste. The samples were etched in 2% Nital for 30 sec to enhance the microstructure of the metal. Reflected light microscopy was used to look at the microstructure and the entrapped slag for identifiable features and to better understand the blooms production.
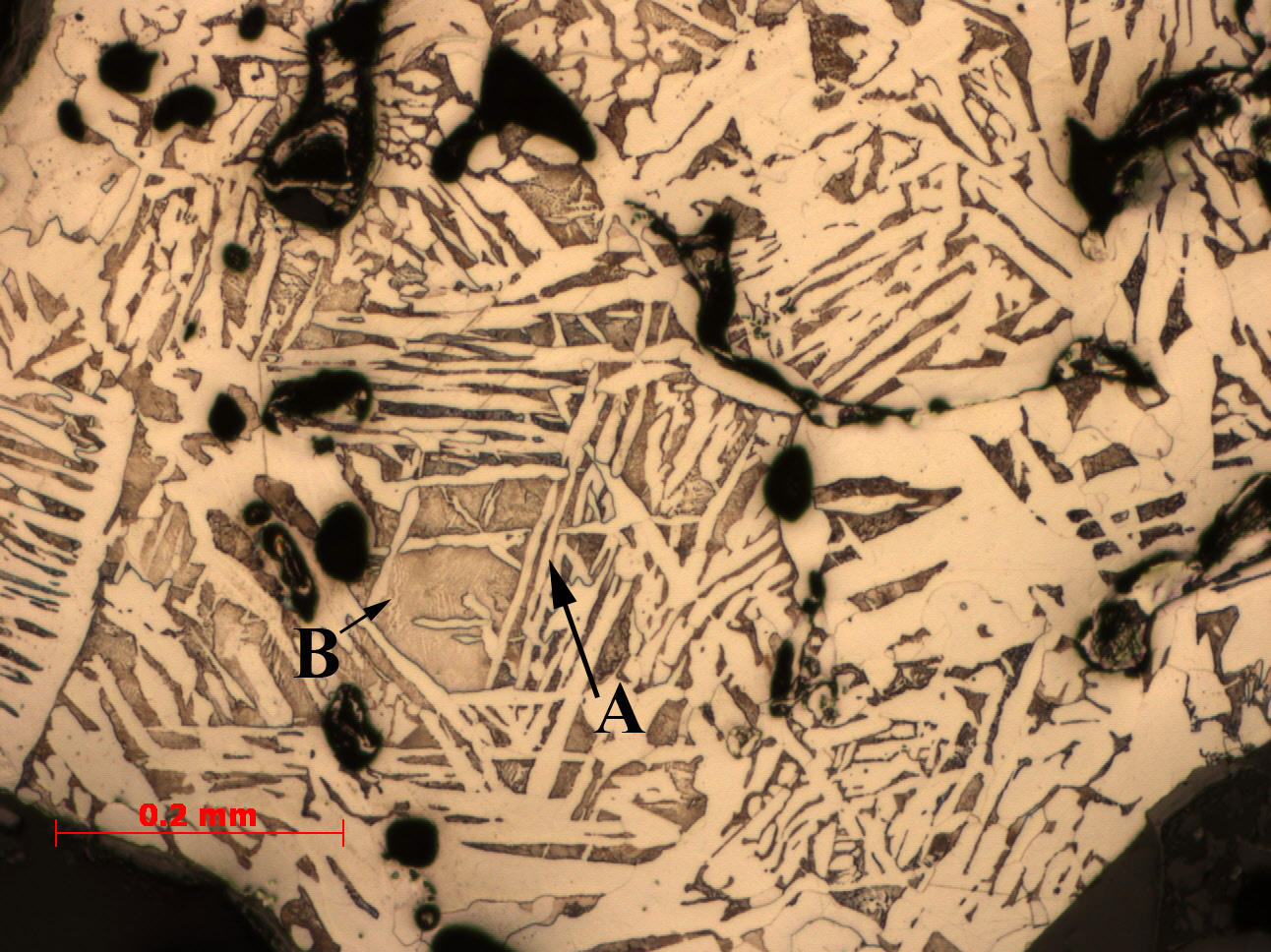
All of the structures seen were typical of slow cooling, most likely a result of the heat-holding ability of the large iron mass. The “wrought iron” section (Sample 1), taken from the top part of the bloom showed a structure consisting almost entirely of ferrite, with slag inclusions of variable size. In some areas close to the surface, a fine dendritic pearlite formation surrounded by a ferrite matrix was observed. The “steel” section (Sample 2), taken from the underside of the bloom showed a mixed structure of pearlite and ferrite grains surrounded by relatively larger slag inclusions. In some areas of this section, the pearlite content was approximately 50%, indicating estimated carbon content for the entire area of about 0.4% carbon. Also of interest was the widmanstätten structure of the pearlite in some areas. This structure has been observed in experimental blooms by other researchers (Salter and Crew 1997), and is also generally associated with slow cooling. The steel region, while a hypoeutectoid steel, would still be possible to harden by non-equilibrium heat treating (“quenching”). The slags were fayalitic throughout, with a dendritic growth of wustite formed in a fayalite matrix on some of the larger inclusions.
click on images to view at full size
X-ray fluorescence
The polished sections were analyzed using X-ray fluorescence. A Bruker ARTAX u-XRF was used for the analysis. The system is equipped with a helium purge and variable collimators from 0.2 mm to 1.5 mm. For this study a 0.65 mm collimator was used and the machine was run with the helium purge to help identify any lighter elements that might be preset in the metal. Samples were run for 90 sec at 50 KeV and 700 uA. The ARTAX does not presently have a fundamental parameters programming which would give relative values for those elements present in the metal. This machine must be calibrated for specific compositional analysis to give any real indication of compositional values. It is unpractical to do this for each ‘unique’ material that comes into our lab, but the resulting spectra accumulated from the analysis can be interpreted qualitatively, and as such, the particular elements present in the metal can be identified and roughly estimated for their concentrations as major, minor or trace levels.
Analysis showed the iron to be relatively pure with limited trace elements including Copper, Arsenic and nickel. Interesting, the nickel only appears in the pearlite phase of the metal. No obvious explanation presents itself.
The individual smelts:
Four separate smelts were carried out using this furnace. The first smelt proceeded essentially as described, and produced a good bloom. The second was carried out at the request of, and with the assistance of Arne Espelund, to test his hypothesis that iron could be smelted from bog ore and iron-rich slag. This smelt failed to produce good malleable iron, and will be left for Dr. Espelund to describe. The third smelt was the more successful of the two carried out according to the description already given. The last and final smelt was carried out with Thijs van de Manakker, in order to test whether or not good iron could be produced from the German ore using a furnace that had already proven successful. It failed to produce a bloom of malleable iron.
The first smelt:
This initial experiment was
carried out on Friday September 15th, commencing with ore charging
at
Third smelt:
The third smelt was carried
out on Sunday September 17th, with the first ore added at
Discussion:
It seems clear that the decision to enrich the bog ore with magnetite hammer scale largely accounted for the success of the two smelts which produced good iron in quantity. The third smelt though seems to have benefited from other factors. It was faster, consuming charcoal more quickly, and since the ore was always charged in equal parts by weight with the charcoal, the whole smelt was of shorter duration. It seems likely that the fire burned faster and hotter due to the furnace already being hot and dry at the outset. Efficiency was probably also improved by the patching of cracks after the initial smelt. If the point of a shaft furnace is to contain reducing gasses for a longer period of reaction time, then large cracks shooting out blue flame would seem to be a likely explanation for reduced efficiency. There was no apparent side-wall leakage during the third smelt. The yield was a remarkable bloom of ten kilograms, a size and weight from 34 kilograms of ore that shows particularly efficient extraction for a furnace of this type- at least in modern times.
References:
Craddock, Paul. 1995. Early
Metal Mining and Production.
Crew, P. and Charlton, M.
2005. “The anatomy of a furnace.” Conference paper presented at Metallurgy-a
Touchstone for Cross-cultural Interaction.
Salter, C. and Crew, P. 1997.
“high phosphorus steel from experimentally smelted
bog-iron ore.” In Early Ironworking in Europe
and international conference at Snowdonia National
Park Study Center,
|
 Furnace:
Furnace: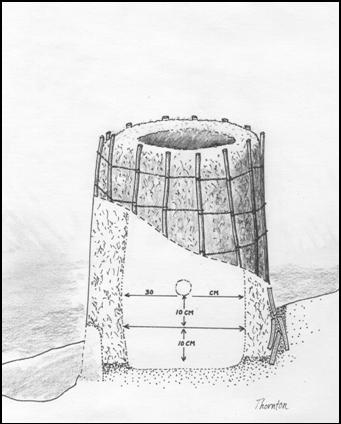 The tap arch was marked out and thinned on
the exterior front of the furnace (opposite the mound) and the tuyere hole
was located above and on the side, ninety degrees from the tap arch. Skip
Williams had previously determined that furnaces tend to thin out near the
tuyere. It was his intention to start with a thinned wall in this location so
as to keep that area somewhat cooler, and to prevent the bloom from adhering
to the tuyere. This was thinned from both the outside and the inside surface
by reaching down into the furnace. It should be noted that all areas of the
interior were reachable, aiding in modifications and subsequent repairs.
The tap arch was marked out and thinned on
the exterior front of the furnace (opposite the mound) and the tuyere hole
was located above and on the side, ninety degrees from the tap arch. Skip
Williams had previously determined that furnaces tend to thin out near the
tuyere. It was his intention to start with a thinned wall in this location so
as to keep that area somewhat cooler, and to prevent the bloom from adhering
to the tuyere. This was thinned from both the outside and the inside surface
by reaching down into the furnace. It should be noted that all areas of the
interior were reachable, aiding in modifications and subsequent repairs.  Tapping and extraction:
Tapping and extraction:  On an anthropological note, I was struck by
how similar the tapping and extraction process was to childbirth: The slag
pours out (“water breaks”), the tap arch (birth canal) is gradually enlarged,
the bloom descends (the birth canal) and is finally extracted (not without
difficulty) in an atmosphere of excited expectation and purposeful
preparation and activity. This could not have been lost on ancient people and
would no doubt have influenced and increased the significance of attendant
ritual and “magic.” We ourselves decorated the tap arch with a
On an anthropological note, I was struck by
how similar the tapping and extraction process was to childbirth: The slag
pours out (“water breaks”), the tap arch (birth canal) is gradually enlarged,
the bloom descends (the birth canal) and is finally extracted (not without
difficulty) in an atmosphere of excited expectation and purposeful
preparation and activity. This could not have been lost on ancient people and
would no doubt have influenced and increased the significance of attendant
ritual and “magic.” We ourselves decorated the tap arch with a