THE IRON INDUSTRY IN BRAZIL of Prof. P. Ferrand
· History of Brazilian Iron from Werner Baer
· The Iron Industry of Brazil, Prof. P. Ferrand
Paul Ferrand, French engineer who arrived at Brazil in 1882 to lecionar chairs basic and applied in diverse areas of the School of Mines of Ouro Preto and active and including researcher, on the industry of iron in Mines and Brazil, the mining of the gold and several other subjects of Civil Engineering and Mines. From http://www.fjp.gov.br/produtos/cehc/ouro_mg.html
Bulletin of the Association of the alumni of the School of the Mines of Paris , September 1895
Paul Ferrand entered the engineering and design department of the Company of construction of Batignolles, where he began under the direction from our comrade Mr. Godfernaux, but he left soon this situation for expatrier and went to Brazil, in 1882, as professor at the School of the Mines of Ouro-Preto; he was there in charge initially of the course with mechanics and constructions. A few years later, in 1887, he took the metallurgy pulpit and exploitation of the mines which occupied him until his death.
From http://www.annales.org/archives/x/ferrand.html
The Development of the Brazilian Steel Industry, Werner Baer (1967)
The earliest evidence of iron-working activities appears in a report by Father Jose Anchieta to his Jesuit superiors and to the king of Portugal, mentioning the existence of iron ore deposits in the interior of the captaincy of Sao Vicente (now the state of Sao Paulo). 1 In 1556, the Jesuit Mateus Nogueira established a forge to produce fishhooks, knives, wedges, shovels, and other implements for his community. These are believed to be the first Brazilian-made iron implements.2 By 1586, numerous forges and blacksmiths existed in the central interior region of Brazil.
It is generally agreed, however, that the iron and steel industry was initiated in 1597 at Biragoiaba in the captaincy of Sao Vicente (near the present town of Sorocaba in the state of Sao Paulo) by Affonso Sardinha Filho. The iron ore deposits were actually discovered by Sardinha's father, but it was he who constructed two Catalan forges that turned out the first commercial iron ever produced in Brazi1. 3 These forges continued to produce until Sardinha's death in 1629. Sardinha was also involved in the construction of a number of other small smelters which were encouraged and partially subsidized by Francisco de Souza, the governor of the captaincy of Sao Vicente. In fact, this was the first attempt in Brazil to develop an iron-working industry.
The early interest in iron-smelting faded after 1629, and until the next century little was done to promote further this industry. Here and there a few forges were founded, but most of them had a very short period of operation. 4 Of course, iron-smelting never stopped. In many parts of the central-south of Brazil, products were being smelted by blacksmiths using very primitive methods. Many of the techniques used by the blacksmiths were learned from African slaves. 5
1. Much of the material on the early Brazilian iron industry is based on Edward J. Rogers, "The Iron and Steel Industry in Colonial and Imperial Brazil," The Americas, October 1962; See also Heitor Ferreira Lima, "Industrias Novas No Brasil-Siderurgia No Passado." Observador Economico e Financeiro, ano XXIII, n. 264 and 265; and Geraldo Magella Pires de Mello, "Hist6rico, Possibilidades e Problemas Da Siderurgia no Brasil," Observador Economico e Financeiro, No. 262.
2. Edward J. Rogers, op. cit., p. 172.
3. Rogers mentions, "Anvils made here can still be seen in Brazil and metallurgists have attested to the quality of the workmanship." Gp. cit.} p. 173.
4. It has been claimed by contemporary experts that the reason for the early failures of these operations was the presence of titanium in the Sao Paulo ores of Ipanema, close to Sardinha's furnaces. Titanium is difficult to separate from iron ore because of titanium's high melting point.
5. Rogers mentions that the "contribution of the African slave to Brazilian metallurgy should not be overlooked. There is a school of thought which implies that the art of metallurgy in the Western world may have begun in Middle Africa. It is asserted that these Middle African techniques may have been absorbed by the Moors of North Africa and then passed on to Europe by them during their conquests there. Suffice it to say here that it was the African slave who introduced into Sao Paulo and Minas Gerais the iron working process known as de cadinho (literally means 'by crucible' or melting pot) which can still be seen in operation in remote areas of Brazil." Rogers, op. cit.} p. 174. Rogers also gives as his principal source for these facts: Forbes, Robert R., "The Black Man's Industries," Geographical Review XXIII, No.2 (April 1933) 230-236.
Baer (1967) argues that despite a tradition of iron smelting dating from the mid-16th century, the techniques used at the end of the 19th century were primitive: of the 30 ironworks in the headwater region of the Rio Doce in 1879, only seven used Italian forge methods and the rest used the old African cadinho technique.
THE IRON INDUSTRY IN BRAZIL
(PROVINCE OF MINAS GERAES.)
By Prof. P. FERRAND.
Up to the present time, the methods employed in the province of Minas Geraes (Brazil) for obtaining iron permit of manufacturing it direct from the ore without the intervening process of casting. These methods are two in number:
1. The method by cadinhes (crucibles), which is the simpler and requires but little manipulation, but permits of the production of but a small quantity of metal at a time.
2. The Italian method, a variation of the Catalan, which requires more skill on the part of the workmen and yields more iron than the preceding.
As these methods seem to me of interest, from the standpoint of their simplicity and easy installation, I propose to describe them briefly, in order to give as faithful and general an aperçu as possible of their application. At present I shall deal with the first one only, the one called the method by Cadinhes.
STUDY OF THE METHOD BY CADINHES.
The province of Minas Geraes ocupies a vast extent in the empire of Brazil, its superficies being about 900,000 square kilometers, representing nearly a third of the total surface.
The population is relatively small and is disseminated throughout a much broken country, where the means of communication are very few. So it is necessary to succeed in producing what iron is needed by means that are simple and that require but quickly erected works built of such material as may be at hand. The iron ore is found in very great abundance in this region and is very easily mined.
In the center of a mass of quartzites that seem lo constitute the upper level of the eruptive grounds of the province, there are found strata of an ore of iron designated as itabirite--a mixture of oxide of iron and quartz. These strata are of great thickness, and have numerous outcrops that permit of their being worked by quarrying.
These itabirites present themselves under two very distinct aspects and offer a certain difference in their composition. Some are essentially friable, and are called by the vulgar name of jacutingaes. It is this variety (which is the one most easily mined) that is principally consumed in the forges. The others, on the contrary, are compact. Their exploitation is more difficult, and before putting them into the furnaces it is necessary to submit them to breakage and screening; so the use of them is more limited.
The first variety contains less iron and more gangue, but, per contra, possesses much oxide of manganese. The second, on the contrary, is formed almost wholly of oxide of iron with but little gangue and only traces of oxide of manganese. The following are analyses of these two varieties of ore:
|
Friable Ore |
|
|
Fe2O2 |
84.9 |
|
Oxide of manganese |
9.2 |
|
Water |
1.9 |
|
Quartz |
4.1 |
|
|
------ |
|
|
100.1 |
|
Compact Ore |
|
|
Fe2O3 and traces of manganese |
99.6 |
|
Quartz |
1.1 |
|
|
------ |
|
|
100.7 |
Situation of the Forges.--A forge is usually placed on the bank of a brook, or rather of a torrent, which supplies the fall of water necessary for the motive power by means of a flume about a hundred meters in length. In most cases the forge is surrounded on all sides with a forest which yields the wood necessary for the manufacture of the charcoal, and is in the vicinity of the iron quarry, so as to reduce the expense of hauling the ore as much as possible. The neighboring rocks furnish the foundation stones and stones for the furnaces; the decomposed schist gives the cement and refractory coating, and the forest provides the wood necessary for the construction of the road, sheds, etc. The head of the trip hammer, the anvils, and the tools are the only objects that it is necessary to procure, and even these the master of the forge often manufactures in part, after beginning production with an incomplete set.
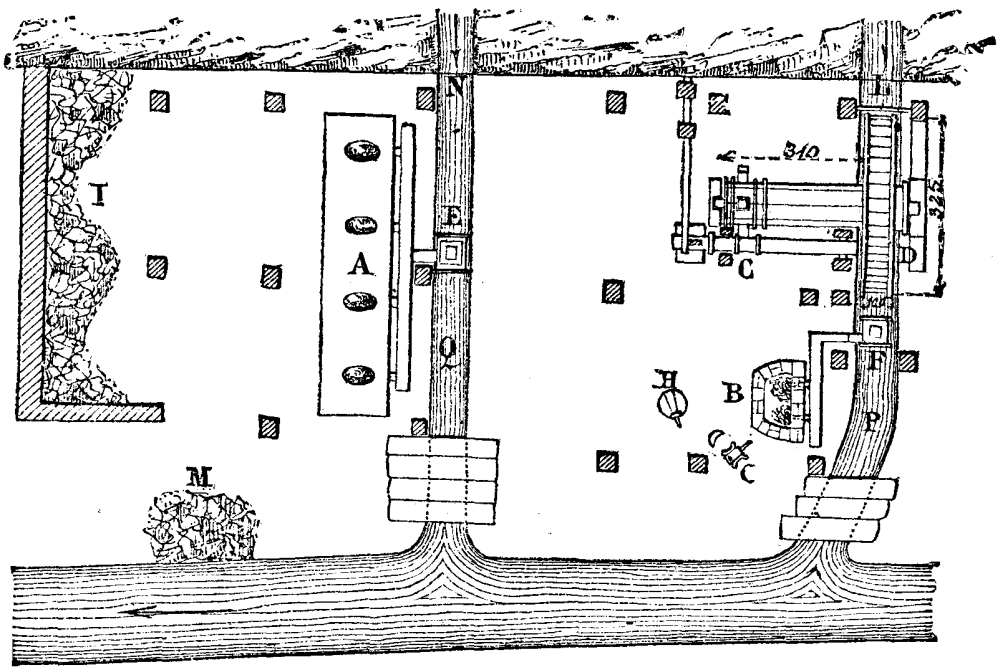
[Illustration: 7a FIG 1.--FOUR-CRUCIBLE FURNACE AND FORGE; (PLAN).]
General Arrangement of a Forge.--A forge usually consists of one or two furnaces of three or four crucibles (the one shown in plan in Fig. 1 has only one four crucible furnace, A); 1 or 2 two fire reheating furnaces, B; 1 trip hammer, C, actuated by a hydraulic wheel, D; 2 tromps which drive the wind, one of them, E, into the cadinhes (crucibles), and the other, F, into the reheating furnace; 2 anvils, G and H, placed near the furnace, for working delicate pieces; and finally, the different tools that serve for maneuvering the bloom and finishing the bars. The charcoal is preserved from rain under a shed, l. The ore, which is brought in as needed, is dumped in a pile at M, in the vicinity of the crucibles. The buildings are set back against the mountain, and the water is led in by a double flume, L and N, made of planks, and empties on one side into the wheel and into the tromp, F, and on the other into the tromp, E, and then runs into a double waste channel, P and Q, which carries it to the stream.
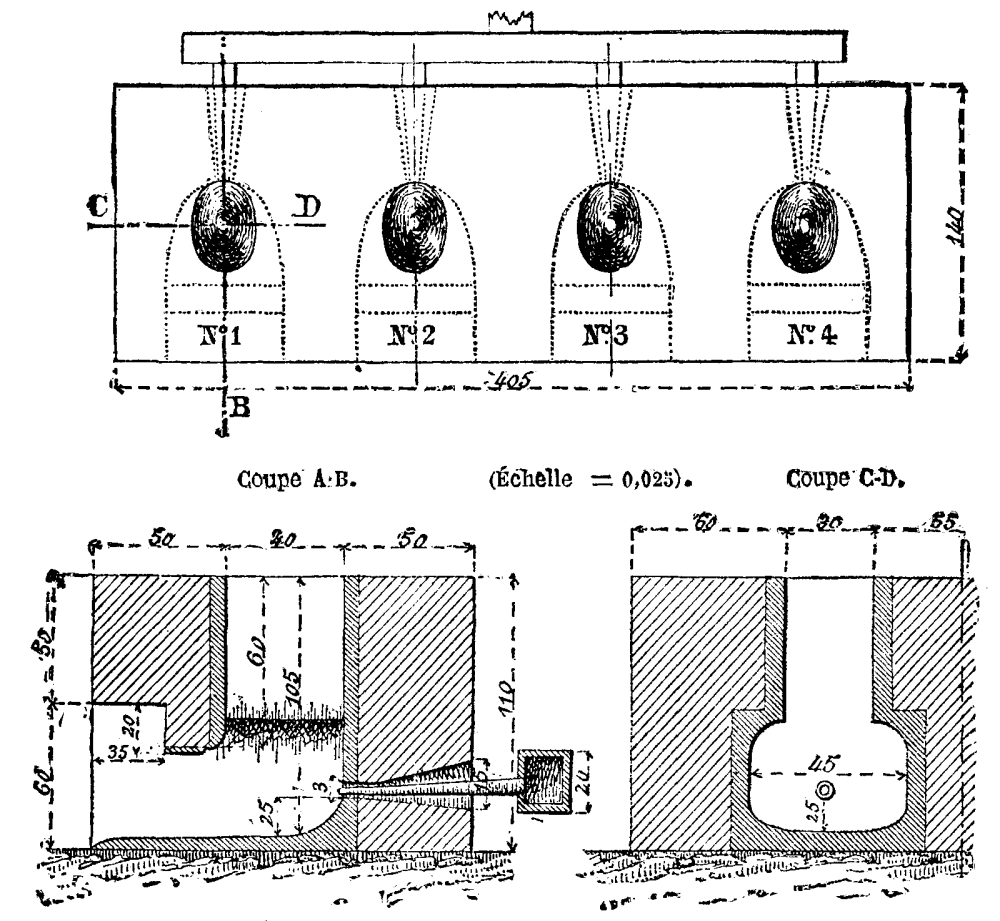
FIG 2.--FOUR-CRUCIBLE FURNACE; (PLAN).
Four Crucible Furnace (Fig. 2).--The arrangement of a furnace is very simple. It consists of a cube of masonry containing several cylindrical apertures with elliptic bases, whose large axis is paralleled with the smaller side of the masonry. This form recalls that of a crucible; and these cavities are, moreover, so named. In the front part of each cadinhe there is a rectangular aperture that gives access to the bottom of the crucible and facilitates the removal of the bloom therefrom. At the back part there is a small aperture for the introduction of the tuyere, and which permits, besides, of the nozzle of the latter being easily got at so as to see whether the blast is working properly.
The sides of the crucibles are covered with a thin layer of refractory clay, and their bottoms have a spherical concavity to hold the bloom. The tuyere, which is fitted to a wooden conduit of square section that runs along the back of the masonry, is placed in the axis of the cadinhes and enters the masonry at a few centimeters from the bottom in such away that its nozzle comes just flush with the surface of the refractory lining. This arrangement prevents the tuyere from getting befouled by scoriæ during the operation of the furnace and thus interfering with the wind.
Tromp.--The tromp which furnishes the necessary wind to the cadinhes consists of a hollow wooden conduit, a (Fig. 3), of square section, which enters a chamber, b, along a length of 0.1 m. This conduit, which is about 7 meters in height, receives the water from the flume through the intermedium of an ajutage of pyramidal form, which serves to choke the vein of liquid, and the extremity of which is at a few centimeters from the conduit in order to facilitate the entrance of the air; the latter being attracted by an ill defined action that is supposed to be due to its being carried along by the water, and to a depression produced by choking the flow of the liquid.
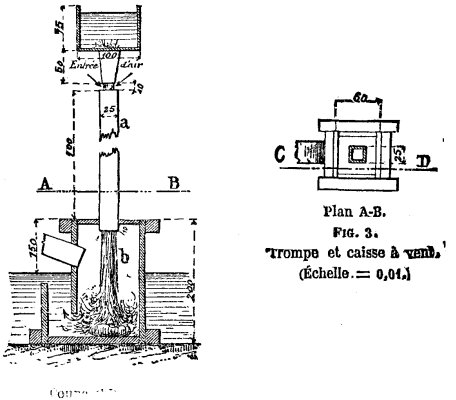
FIG. 3.--THE TROMP.
Since the air that is sucked in during the operation has constantly same pressure, there is no valve for regulating the entrance of the water into the vertical conduit. Upon issuing from the latter, the mixture of air and water strikes the surface of the water in the chamber, b, and the violence of the shock upon the bottom is deadened by the interposition of a stone. While the water is escaping through a lateral aperture in the chamber, b, the air is reaching the tuyeres through a wooden conduit of square section which is fitted to an aperture in the upper part of the chamber. This sorry arrangement, which obliges the mixture of air and water to penetrate the water at the bottom of the upright conduit, a, retards the separation of the two fluids, and results in damp air being forced into the crucibles.
The Trip Hammer.--Fig. 4 shows the general arrangement of the apparatus that go to make up the forging mill. The hammer and cam shaft have their axes parallel, and the latter is placed in the prolongation of the axis of the wheel. The hammer consists of a roughly squared beam, 4 meters in length, and of 0.25 m. section. The head, A, consists of a mass of iron weighing 150 kilos, including the weight of the straps that surround the beam on every side of the piece of iron. The axis of rotation is situated at the other extremity of the beam, B. The cam shaft which serves to maneuver the trip hammer is provided with four cams which lift the beam at a point near the hammer. The length of this shaft (to the extremity of which is adapted the water wheel) is 4.75 m., and its diameter is 0.50 m. The wheel is an overshot one, 3.25 m. in diameter by 1 m. in width. The water, which is led to it by a flume, acts upon it by its weight and impact, and is retained in the buckets and kept from overshooting the mark by a jacket made of planks.
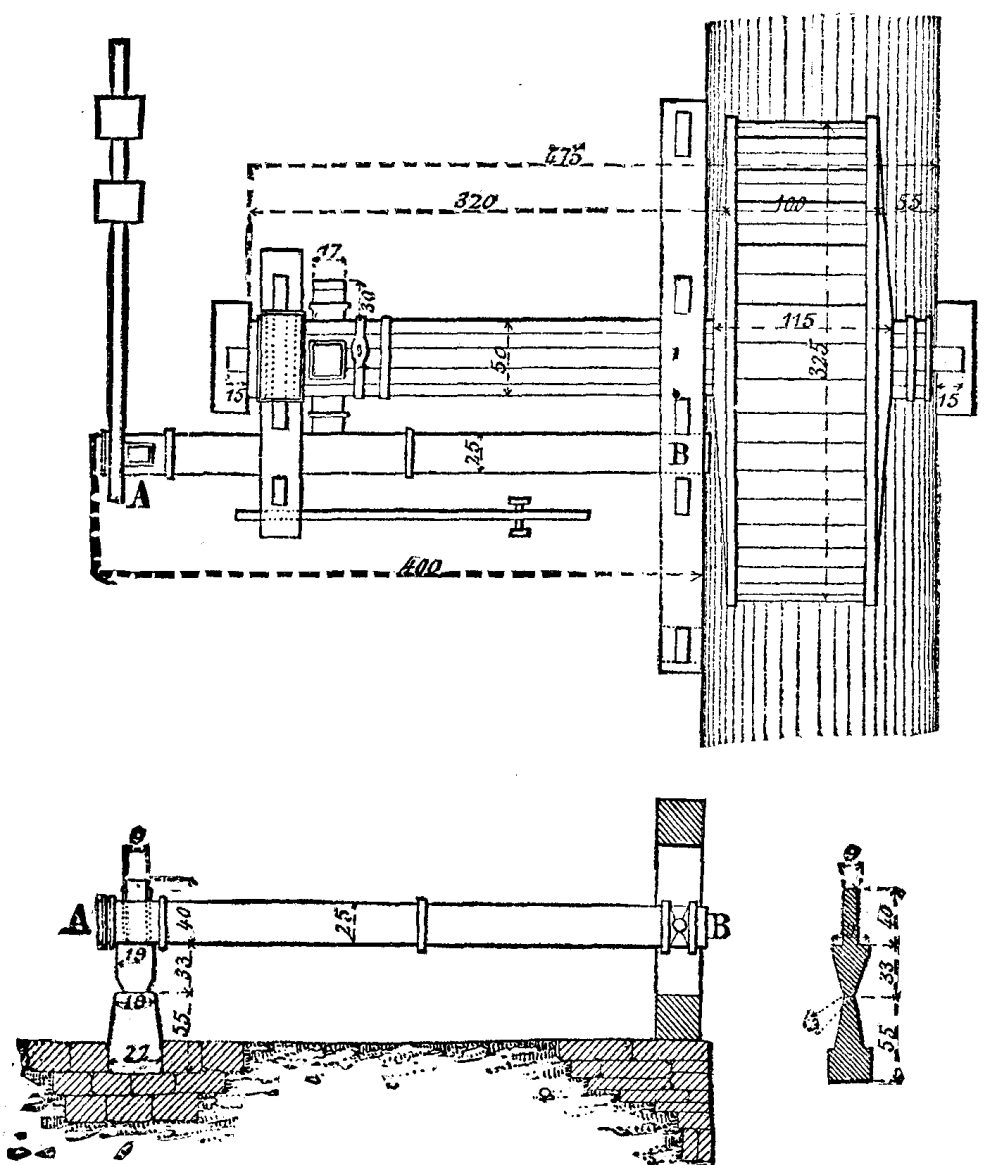
FIG. 4.--THE TRIP HAMMER.
The anvil upon which the hammer strikes is surrounded by a bed of stones (quartzites) derived from the neighboring rocks. It is a mass of iron, 75 kilogrammes in weight. In order to prevent vibrations in the trip hammer when it is lifted, and increase the number of blows, there is established a spring beam, which is formed of unsquared timber, which is firmly fastened at one of its extremities, and which receives at the other end the shock of the hammer head when the latter reaches the end of its upward travel.
Reheating Furnace.--This is a double fire furnace, like those used in our smithies, except that the wind, instead of being forced into it by means of a bellows, is supplied by a tromp which receives water from the same channel as the wheel. The two furnace tuyeres are arranged exactly like those of the cadinhes, upon a wooden conduit which starts from the wind chamber (Fig. 5). This furnace serves to prevent the cooling of such blooms as are awaiting their turn to be shingled, and of such bars of finished iron as are being made into tools.
OPERATION OF THE SYSTEM.
A forge like the one whose plan we give, may be run with 1 workman at the cadinhes, 1 assistant, 1 workman at the hammer; total, 3 men.
Furnace.--The work lasts about twelve hours per day, and three operations of three to four hours are performed in each cadinhe, thus making twelve per day. At each operation, 22.5 kilos. of ore and 45 of charcoal are used. From this there is obtained a bloom of 15 kilos. The operation is performed as follows:
While the assistant has gone to put the bloom of the preceding operation under the hammer, the workman prepares at the bottom of the crucible a bed consisting of a mixture of sand and very fine charcoal, and then fills the crucible up to its edge with charcoal. At the end of a quarter of an hour, the fuel being thoroughly aglow, the workman puts in the first charge of ore in powder (jacutingue), about 2 kilos, and covers it with charcoal.
Starting from this moment, he goes on charging every five or ten minutes with 1.5 to 2 kilos of ore, taking care in doing so to keep the crucible stuffed with charcoal, which the assistant places in piles around each cadinhe. This lasts about two and one-half hours. At the end of this time he stops putting in charcoal, and standing upon the masonry, walks from one cadinhe to another, carrying a large rod, in order to study the lay of the bloom. Then, the fire being entirely out, he scrapes out the bed of sand and charcoal that closes the opening in the bottom of the crucible, removes the mass of ferruginous scoriæ which forms a hard paste and surrounds the bloom, and takes this latter out by means of a hook.
The workman runs the four cadinhes at once, this being easily enough done, since he has neither to bother himself with regulating the wind, which enters always with the same pressure, nor with the flow of the scoriæ, which remain always at the bottom of the crucible. His role consists simply in keeping his fires running properly, being guided in this by the color of the flame without making an examination in the interior. He draws each of the four blooms out from its bed at the end of the operation, while the assistant carries the first to the hammer and the three others to the reheating furnace. He afterward cleans out the crucible, prepares the bed of sand and charcoal, fills with charcoal, and then passes to the next, and so on.

FIG. 5.--REHEATING FURNACE.
Trip Hammer.--The workman at the hammer takes the bloom from the hands of the assistant and shingles it under the head. Then he begins to give it shape, bringing it to the state shown at c, in Fig. 7. The assistant then brings him another bloom and takes the one that has been shingled to the reheating furnace, where he heats but one of its extremities. When the four blooms have been shingled, the workman takes up the first and begins to draw out one of its extremities, which he afterward cools in water and uses as a handle for finishing the work, d. Then he reheats the other extremity, and, after drawing it out as he did the other, obtains a bar of finished iron which he doubles, as shown at e, to thus deliver to the trade.
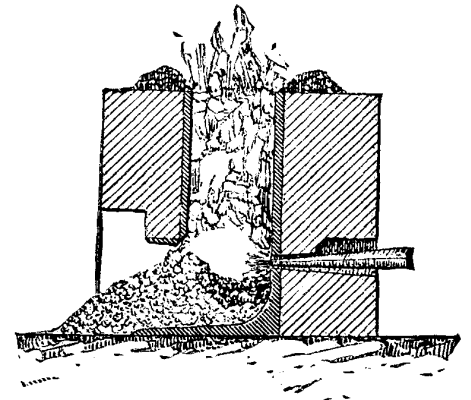
FIG. 6.--CADINHE IN OPERATION.
One of these bars weighs from 11 to 12 kilogrammes. It will be seen that, during the course of the work, the furnace workmen and the hammer workmen have well defined duties to perform; but it is not the same with the assistant, who goes from one to the other according to requirements. There are, however, some forges in which each of the workmen has an assistant, since the blooms produced are heavier, and one assistant would not suffice for the work of the two men. In such a case the assistant at the crucibles carries the blooms to the reheating furnace, and the assistant at the hammer carries them from thence to the hammer.
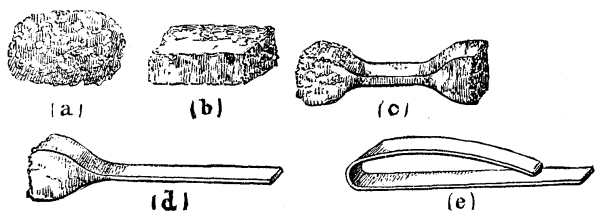
FIG. 7.--WORKING THE BLOOM.
ELABORATION OF THE ORE.
We have seen that the workman who has charge of the fire contents himself with putting charcoal and ore alternately into the crucibles, and that too according to the aspect of the flames, without making any examination in the interior, in order to judge whether the work is proceeding well. The bloom forms gradually beneath the nozzle of the tuyere, in the center of the bed of sand and charcoal, and is surrounded on every side with an exceedingly pasty mass, formed of silicates of iron and manganese (Fig. 7). It is only at the end of the operation that the workman, by means of a rod, causes the burning coal to drop and verifies the proper position of the bloom by breaking the layer of scoriæ that surrounds it. This coating he breaks off, removes the bloom with a hook, and agglutinates with his rod the different bubbles that it exhibits, and the assistant then carries it to the hammer.
SETTING UP A FORGE.--SELLING PRICE OF THE IRON.
To set up a forge like the one we have described, it is necessary to count upon a first cost of about 10,000 francs. Add to this the cost of 50 hectares of forest to furnish the charcoal that the workmen have to make every day. The cost of this is very variable, and floats between 2,500 and 5,000 francs per 100 hectares. The cost the ore is only that connected with getting it but and hauling it.
Manual Labor.--The charcoal burners receive 1.25 francs per load of 90 kilos, thus bringing the price of the product (including cost price of forest) at 2.4 francs per 100 kilos. The workmen in the furnace are paid at the rate of from 2.50 to 3.75 francs per day. Those that work the hammers receive 3.75 francs, and the assistants 1.25 francs.
Carriage of the Forged Iron.--The iron is carried from the forge to the places of consumption on the backs of mules, and the cost of carriage is, on an average, 0.25 franc per 100 kilos and per kilometer.
Selling Price.--The selling price is very variable, and depends principally upon the distance of the place where sold from the different forges that surround it. At Ouro Preto the price varies between 45 and 50 francs per 100 kilos.
The following is a resume of the data which precede:
Cost of first establishment.................. 10,000 fr.
Charcoal per kilogramme...................... 2.40
{ Furnace men.... 2.50 to 3.75Manual labor per day { Hammer men............. 3.75 { Assistants............. 1.25Carriage of forged iron per kilometric ton..... 2.50
Selling price per 100 kilos................ 45 to 50
--Le Genie Civil.
References
THE IRON INDUSTRY IN BRAZIL (PROVINCE OF MINAS GERAES.) By Prof. P. FERRAND.
Scientific American Supplement, No. 430, March 29, 1884
http://www2.cddc.vt.edu/gutenberg/etext05/8043010h.htm Text Only
http://www2.cddc.vt.edu/gutenberg/etext05/8043010h.zip 6.5mb Text and Images
The Transfer of Technology to Latecomer Economies in the
XIXth-Century: The Case of Minas Gerais, Brazil.
Sérgio de Oliveira Birchal (Ibmec MG)
http://www.ceaee.ibmecmg.br/wp/wp13.pdf
Central Bank of Chile Working Papers
N° 148 Febrero 2002
INNOVATION AND GROWTH IN RESOURCE RICH COUNTRIES
W.F. Maloney
http://www.bcentral.cl/eng/stdpub/studies/workingpaper/pdf/dtbc148.pdf
Baer, Werner (1969). The Development of the Brazilian Steel Industry. Vanderbilt
University Press. Nashville, Tennessee.
Sobre siderurgia e mineração,
-Nilton Baeta, A Indústria Siderúrgica em Minas Gerais;
-Geraldo Mendes Barros, História da Siderurgia no Brasil no Século XIX; -Demerval José Pimenta, Implantação da grande siderurgia em Minas Gerais;
-Raul Ribeiro e Paul Denizet, Itabira Iron, a grande siderurgia e a exportação de minério de ferro brasileiro em larga escala;
-Paul Ferrand, L’Or a Minas Geraes;
-W. L. von Eschwege. Pluto Brasiliensis;